
Test Case Results
Measured, validated performance across real-world industrial applications — from anti-oxidation to wear resistance and hydrophobic protection.
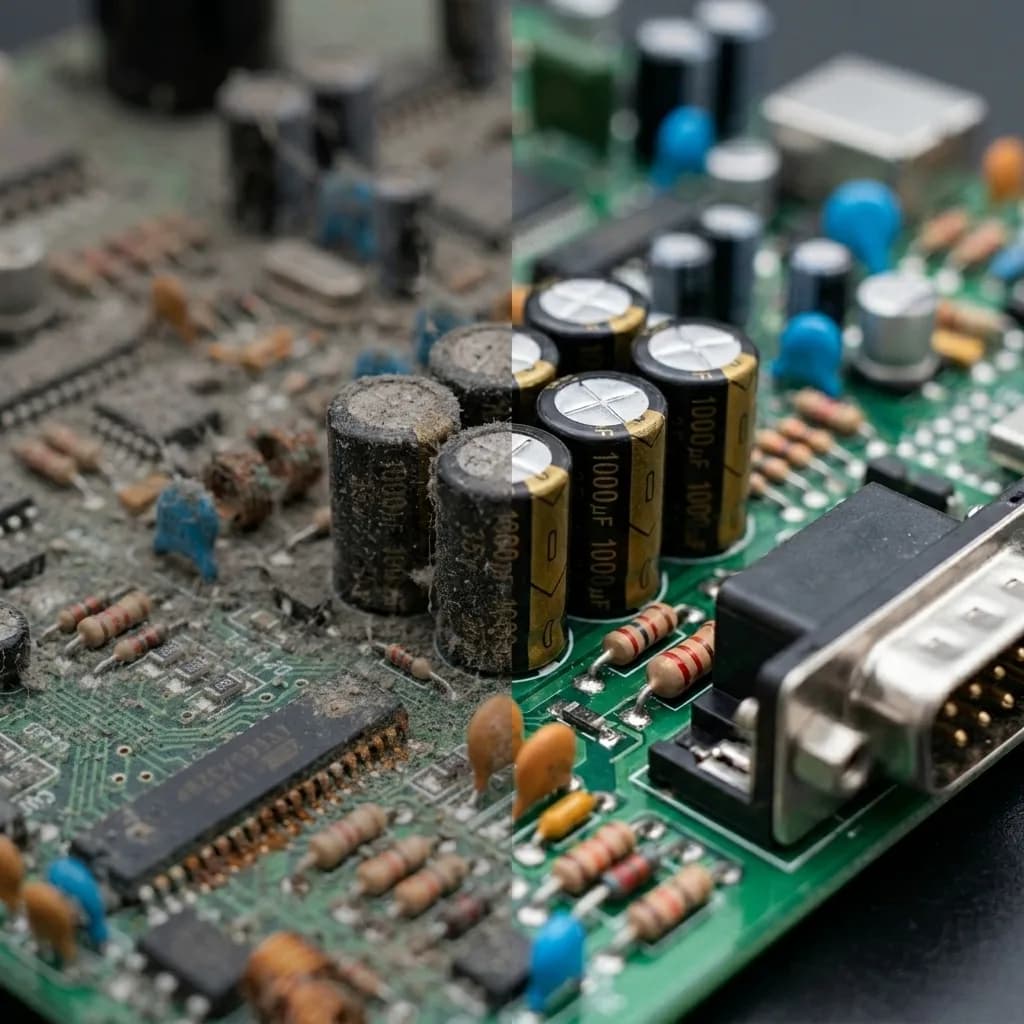
Anti-Oxidation Protection for Electronic Components
Precision electronic component manufacturerChallenge
- Surface oxidation and discoloration of metal parts
- Increasing customer returns and complaints
Solution
Application of nano anti-oxidation coating technology.
Benefits
- More than 80% reduction in customer complaints
- Product lifespan extended by approximately 3 times

Corrosion Resistance Enhancement for Metal Components
Automotive component supplierChallenge
- Failure to meet OEM salt spray testing requirements
Solution
Application of high-performance nano anti-corrosion coating.
Benefits
- Successfully passed OEM qualification requirements
- Reduced product rejection rates
Wear Resistance Improvement for Industrial Equipment
Automation equipment manufacturerChallenge
- Rapid surface wear leading to frequent maintenance
Solution
Application of high-hardness wear-resistant coating.
Benefits
- Maintenance costs reduced by 40%
- Equipment downtime reduced by 35%


Hydrophobic and Anti-Fouling Performance Evaluation
Water Contact Angle AnalysisChallenge
- Surface contamination adhesion causing high cleaning frequency and costs
Solution
Application of hydrophobic and anti-fouling nano surface coating.
Benefits
- Cleaning costs reduced by 60%
- Improved surface appearance retention

Our industrial-grade nano coating solutions provide manufacturers with a highly effective surface protection technology that enhances product reliability, extends service life, reduces maintenance costs, and improves overall competitiveness in demanding industrial environments.